

Unsere Technologien im Überblick









Was wir darüber hinaus anbieten ...

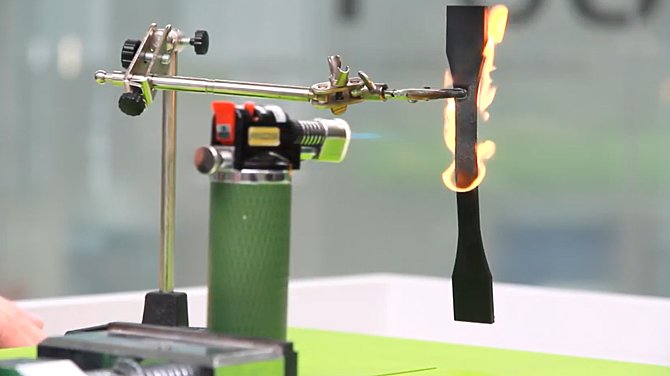
Ob Digitalisierung, Prototyping, Reverse Engineering oder Qualitätskontrolle, unsere innovative 3D-Messtechnik ist die Basis für hochpräzise Bauteilerfassung und -prüfung. Vergleichsbilder zeigen in wenigen Sekunden Abweichungen zwischen Originaldatensatz und Bauteil. Prüfprotokolle komplettieren Ihre Dokumentation.

Wir können Urmodelle und vervielfältigte Teile nach Kundenwunsch mit speziellen Lackiertechniken behandeln. Erodierstrukturen, Hochglanz, Spezialeffekte (Metallic, Silber, partiell) oder nachträgliche Lackierungen veredeln die Prototypen.
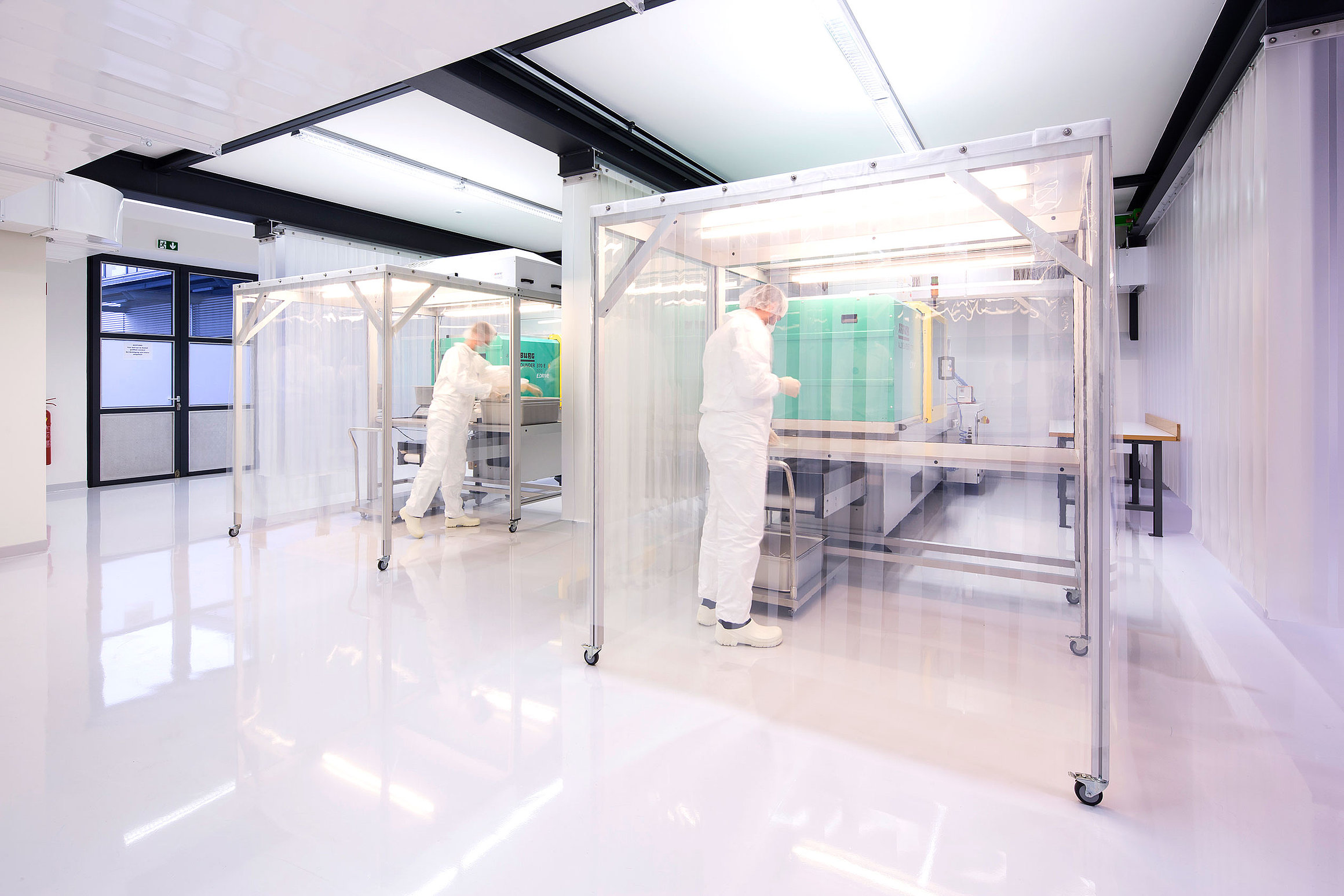
Spritzguss-Produktion im Reinraum ist vielfach ein unerlässlicher Faktor, um alle Anforderungen des Marktes zu erfüllen, vor allem im Medical Bereich, aber auch in der Mikroelektronik, der Biowissenschaft usw. Ziel ist eine bakterien- und keimfreie Produktion von Prototypen oder Kleinserien.